
DHDT精挑细选原管体
为保证优质产品,DHDT的所有产品不惜高价全部采用中国上海宝钢专为石油天然气钻具研发的热轧高强度合金结构管。该材料采用炉外精炼+真空脱气技术,成分均匀且纯净,P、S等有害元素含量控制极低。无损检测严格按照L2级探伤标准,采用涡流+超声组合探伤,保证原材无缺陷。

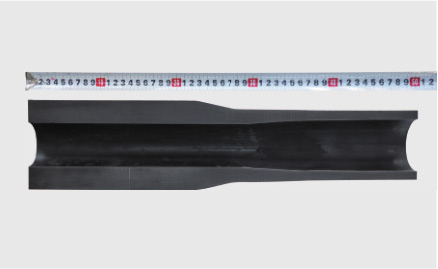
DHDT精心科学的设计加厚端
加厚端内外截面变化的横截面不重合,避免单个横截面上应力过度集中,尤其是内锥面消失处和外锥面消失处不重合;外锥面消失处大圆弧过度,减小此处应力集中;内锥面长度长且平直光滑,与管体过度平缓,减少应力集中,提高疲劳使用寿命。
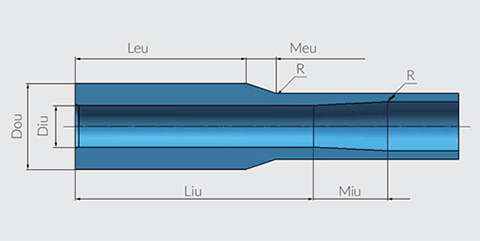
| 钻杆规范 | 加厚形式 | 内过渡带长度 |
| DHDT企业标准 | 内加厚或内外加厚 | ≥100mm |
| SPEC | ≥76mm |
DHDT加厚工艺精计算
DHDT的加厚工艺经过下述环节,方能定型:
精准计算——SuperForge软件工艺模拟——加厚试验——小批考核——批量考核
精准计算——SuperForge软件工艺模拟——加厚试验——小批考核——批量考核
DHDT精密制造装备保工艺
绘图、计算易,实际加厚出设计要求的加厚端难。DHDT的感应加热器温度控制精度±30℃,加热长度控制精度±10mm;管料在模具中的定位精度±5mm;管料长度缩短精度±3mm。多年实践证明,DHDT先进的加厚设备完全满足加厚工艺和设计的要求。DHDT向客户郑重承诺:DHDT的每根钻杆经得起客户随机抽样检查。

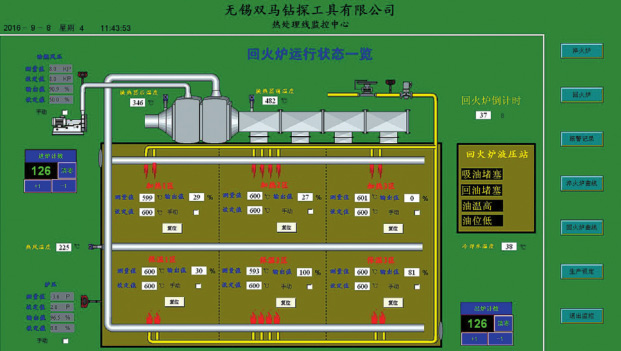
多点测温步进式热处理炉 保证强度和韧性最佳配合
中国无锡DHDT是目前中国国内唯一在水平定向穿越钻杆领域中采用天然气步进炉进行热处理的公司。淬火、高温回火热处理方式采用封闭式加热,炉内多点采用热电偶控温,淬火炉保温区炉温均匀性为20℃,高温回火炉保温区炉温为10℃。精准确定的专利淬火工艺,在保证管体及加厚端充分奥氏体化的同时,又不会引起奥氏体晶粒粗大。钻杆淬火出炉后,迅速采用内喷外淋的冷却方式对其进行均匀冷却,冷却速度大于钻杆材料的临界冷却速度,且不会产生淬火裂纹,确保马氏体转化率,尤其是钻杆加厚区的马氏体转化率。回火装备和专利回火工艺保证钻杆强度和韧性的最佳配合。
管体和螺纹喷丸处理提高产品疲劳使用寿命
DHDT的每根钻杆均进行喷丸处理,喷丸处理会在钻杆管体表面和螺纹表面上留下残余应压力,该应压力会提高钻杆的疲劳使用寿命。螺纹表面的喷丸处理有助于螺纹脂的粘附,提高螺纹的使用寿命。

螺纹表面用氮化方法处理
螺纹表面用氮化方法处理。 螺纹耐磨性和抗磨损水平在全球范围内处于领先地位。

